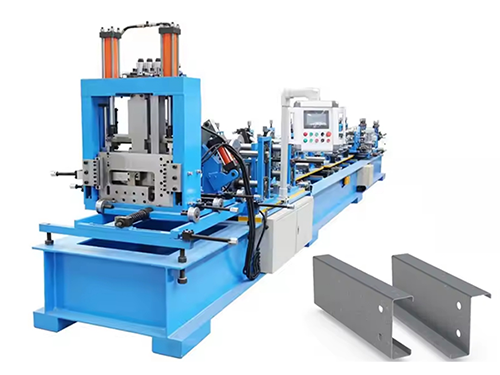

CZ型钢成型机就是一台可以生产这两种型钢的设备,通过更换部分轧辊或调整机构来实现切换。
C型钢:横截面像英文字母“C”,通常由卷材经过多道轧辊逐步弯曲而成。主要用于檩条、墙梁等。
Z型钢:横截面像英文字母“Z”,其特点是重心偏移,在作为屋面檩条时具有较好的搭接性能和承载能力。
一台标准的CZ型钢成型机通常由以下系统构成:
放料系统(开卷机):
用于承载和展开钢卷。
通常带有矫平装置,用于初步校平卷材的弯曲应力,确认进入成型机的材料是平直的。
成型系统(主机):
核心部分,由一系列按顺序排列的成型轧辊组组成。
每组轧辊都对板材进行一道微小的、渐进的弯曲,最终在之后一组轧辊处形成完整的C型或Z型截面。
轧辊通常由较高强度合金钢制成,并经过热处理和细致加工,确认实用性和成型精度。
切断系统:
在型材达到预设长度时,将其准确切断。
类型:
液压切断:力量大,运行平稳,适用于较厚材质。
飞锯切断:在切断过程中,锯片与型材同步移动,实现动态切割,切口非常平整,无毛刺,是优良设备的标配。
气动切断:速度适宜,但力量较小,多用于薄板。
电控系统:
设备的“大脑”,通常以PLC(可编程逻辑控制器)为核心。
功能:控制整个生产流程,包括进料、成型、定长、切断、出料等。
操作员通过人机界面(触摸屏)轻松设置参数,如生产长度、数量、速度等。
收料台/自动堆垛架:
用于承接和收集切割完成的成品型材,并自动堆叠整齐,方便打包和运输。
一机两用,灵活性强:
核心优势在于一台机器可以生产两种常用的冷弯型钢,满足了客户多样化的产品需求,减少了设备投资。
效率好,自动化程度好:
从卷材到定尺成品,全程自动化生产,速度可达每分钟20-50米甚至较高,远超传统冲压、焊接工艺。
定长准确,切口平整:
采用PLC控制和精度适宜编码器测长,切断长度误差小(通常±1mm)。飞锯切割的断面质量尤佳。
材料利用率好,节省成本:
使用卷材作为原料,几乎没有边角料浪费,材料利用率接近90%。
成品强度好,质量稳定:
冷弯成型工艺是一种冷加工过程,不会改变材料的金属特性,反而会因加工硬化而确定程度上提高型钢的强度。自动化生产保护了每一根产品的一致性。
操作简便,节省人力:
只需1-2名操作工进行上料、监控和卸料即可,对工人技能要求相对较低。